全国咨询热线:
400-018-6388
24小时咨询热线:
152-2678-7283
网站首页
产品中心
定梁动台式数控龙门铣床
动柱式龙门铣床
动梁动台式数控龙门铣床
动梁动柱式数控龙门铣床
卧式加工中心
五轴龙门加工中心
视频介绍
新闻资讯
公司新闻
行业动态
常见问答
客户案例
数控龙门铣床
龙门加工中心
在线留言
关于我们
公司简介
企业文化
荣誉资质
企业风采
员工风采
联系我们
全景展示
搜索关键字:
龙门铣床
龙门加工中心
数控龙门铣床
数控龙门加工中心
特点
发展
系统
双头
德国
结构
您的位置:
首页
>
产品中心
>
定梁动台式数控龙门铣床
>
DHCB2337系列
>
DHCB2337×60重切削数控龙门铣床
产品中心
定梁动台式数控龙门铣床
DHNA2320系列
DHNA2325系列
DHNA2328系列
DHNB2332系列
DHNB2337系列
DHNB2342系列
DHCB2332系列
DHCB2337系列
DHCB2342系列
DHCB2346系列
DHCB2352系列
动柱式龙门铣床
DH2742系列
DH2746系列
DH2752系列
DH2757系列
DH2762系列
动梁动台式数控龙门铣床
DH2137系列
DH2146系列
DH2152系列
DH2162系列
动梁动柱式数控龙门铣床
DH2837系列
DH2846系列
DH2857系列
DH2862系列
DH2867系列
卧式加工中心
卧式加工中心(单台式)
卧式加工中心(双台式)
五轴龙门加工中心
最新资讯
1
关于精科大恒的代理合作
2
深耕智造沃土 铸就行业标杆——河北大恒重型机械有限公司的奋进之路
3
3260型龙门加工中心,高强度床身设计理念,床身铸件均采用,二次回火铸造,并采用加强筋强化加固使床身的钢性,更高更稳定,工作台长六米 宽两米六 龙门宽度三米二,X轴行程六米二Y轴行程三米六Z轴行程一米二五,主轴方滑枕设计,搭配24把圆盘刀库,选配西门子系统
4
这款3260型龙门加工中心。工作台长六米宽两米六 龙门宽度三米二,主轴四百二乘四百二方滑枕加BF齿轮箱结构加工强劲有力,这款机床三轴行程为X轴六米二,Y轴三米六。Z轴一米二五,选配西门子系统加工稳定可靠,搭载24把圆盘刀库
5
这台2540型龙门加工中心,工作台两米乘四米,龙门宽度两米五,机床两线一硬设计兼顾了刚性、速度和精度,适用于需要高速切削、重切削和高精度加工,X轴行程四米二Y轴行程两米七Z轴行程一米主轴采用T型滑枕,进给速度高,加工效率快
6
这台2230型搅拌摩擦焊铣一体机工作台长三米宽两米 龙门宽度两米五,XYZ三轴行程为 三米二 三米 一米,其中搅拌摩擦焊Z轴行程为500毫米,采用硬轨设计,可承受更大顶锻力。同时这款机床融合了CNC和搅拌摩擦焊技术在特定场景下加工效率获得显著提升。特别适用于新能源汽车、5G通讯以及电力电子等行业的产品焊接
7
数控龙门铣床、龙门加工中心及立式加工中心刀库卡刀故障的原因及解决办法
8
龙门加工中心刀库的故障原因及处理方法
9
为什么德国工业这么发达,很大程度归功于机床设备
10
国产数控龙门铣床的厂家配件报价为何差距悬殊
11
数控龙门铣床好学吗?养成这五个习惯成为数控机床高手
12
在我国中高端数控机床市场需求很少吗?
13
数控龙门加工中心一次装夹加工大型工件的效率神器
14
龙门加工中心用什么软件自动编程?
15
数控机床提升精度有何意义?为什么我们对精度这么执着
16
美、德、日三国为什么能长期做机床产业的头三把交椅?
17
为什么数控龙门铣床比普通龙门铣床更易受到客户青睐
18
原来小型数控龙门铣床的结构是这样的
19
龙门加工中心与立式加工中心有什么区别
20
龙门加工中心对工业生产起着什么作用
21
关于龙门铣加工你知道多少?数控龙门铣床厂家为您解答
22
调整龙门铣床的对中切削位置都有什么方法
23
数控龙门铣床横梁水平超差影响及解决方式
24
大型数控龙门铣床设备厂家我们很专业
25
数显龙门铣床和数控龙门铣床哪个好?
26
数控龙门铣床什么牌子好?
27
龙门铣床想要取得快速发展必须掌握先进高新技术
28
数控龙门铣床生产制造河北大恒机床颇具优势
29
数控龙门铣床报价高低和什么因素有关
30
数控龙门加工中心特点及详细操作步骤
31
数控龙门铣床多少钱一台?
32
数控龙门加工中心安装地基务必牢固
全国服务热线
400-018-6388
双击可放大
DHCB2337×60重切削数控龙门铣床
选配系统:西门子、发那科、三菱、新代
工作台宽*长:3000*6000mm
龙门宽度:3700mm
工作台移动方向行程(X轴):6200mm
主轴滑座移动方向行程(Y轴):4200mm
主轴箱移动方向行程(Z轴):1500mm
主轴端面至工作台面距离:300-1800mm
在线咨询
咨询热线:
400-018-6388
产品简介
/ Product introduction
标签:
全部
分享到:
上一条
DHCB2337×80重切削数控龙门铣床
下一条
DHCB2337×50重切削数控龙门铣床
网友评论
管理员
该内容暂无评论
局域网网友
热品推荐
/ Hot product
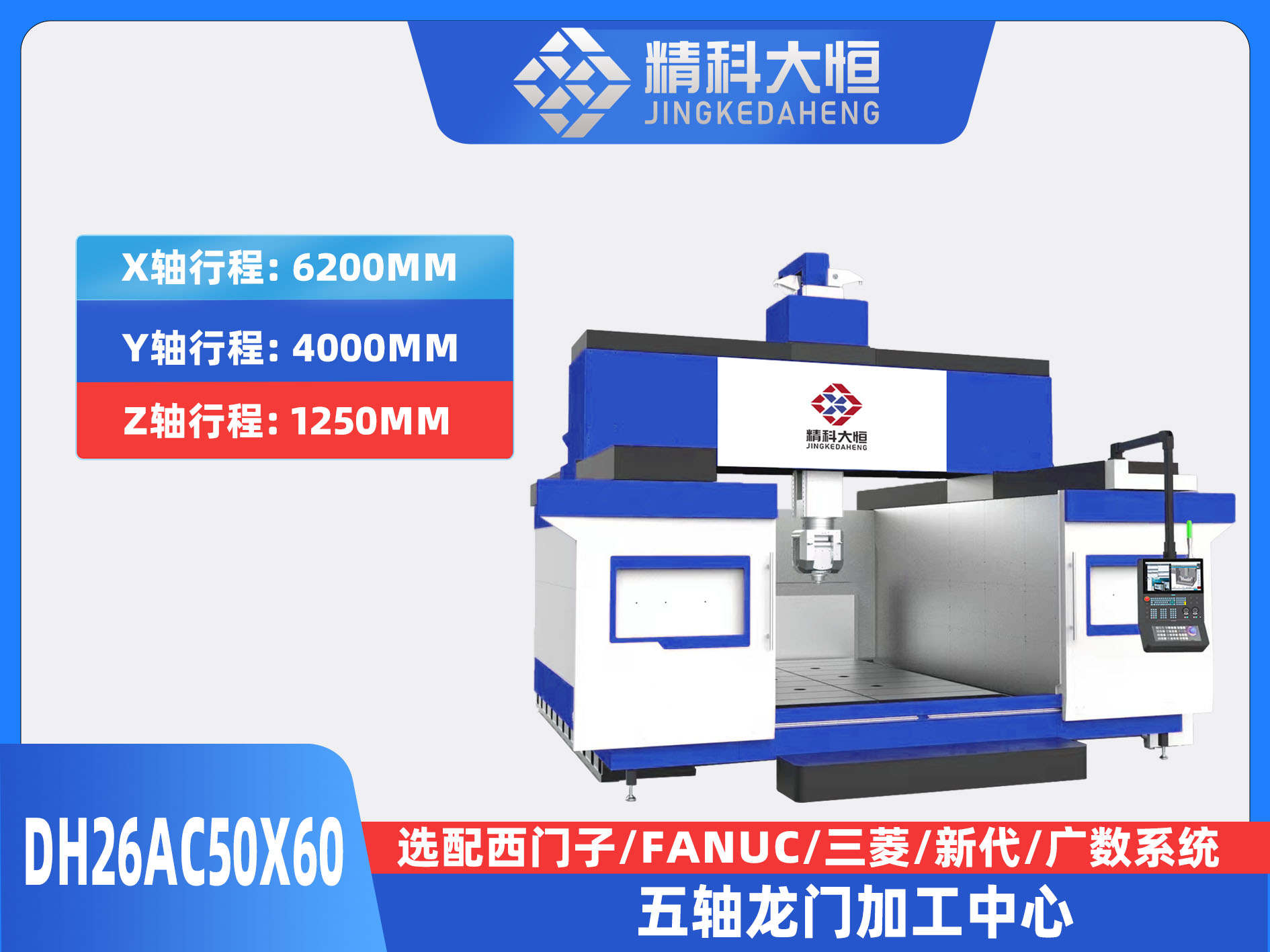
DH26AC50×60五轴龙门加工中心
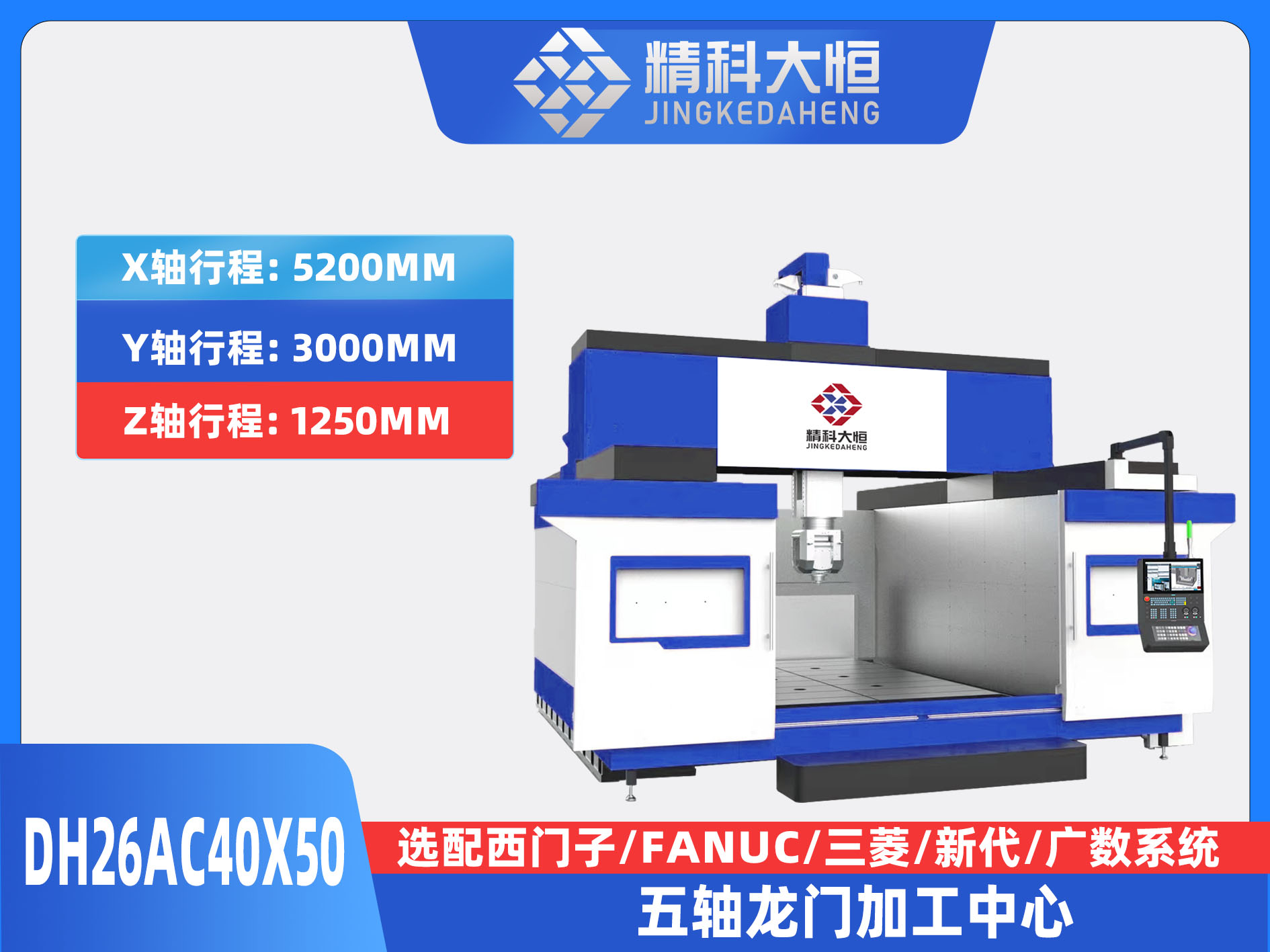
DH26AC40×50五轴龙门加工中心
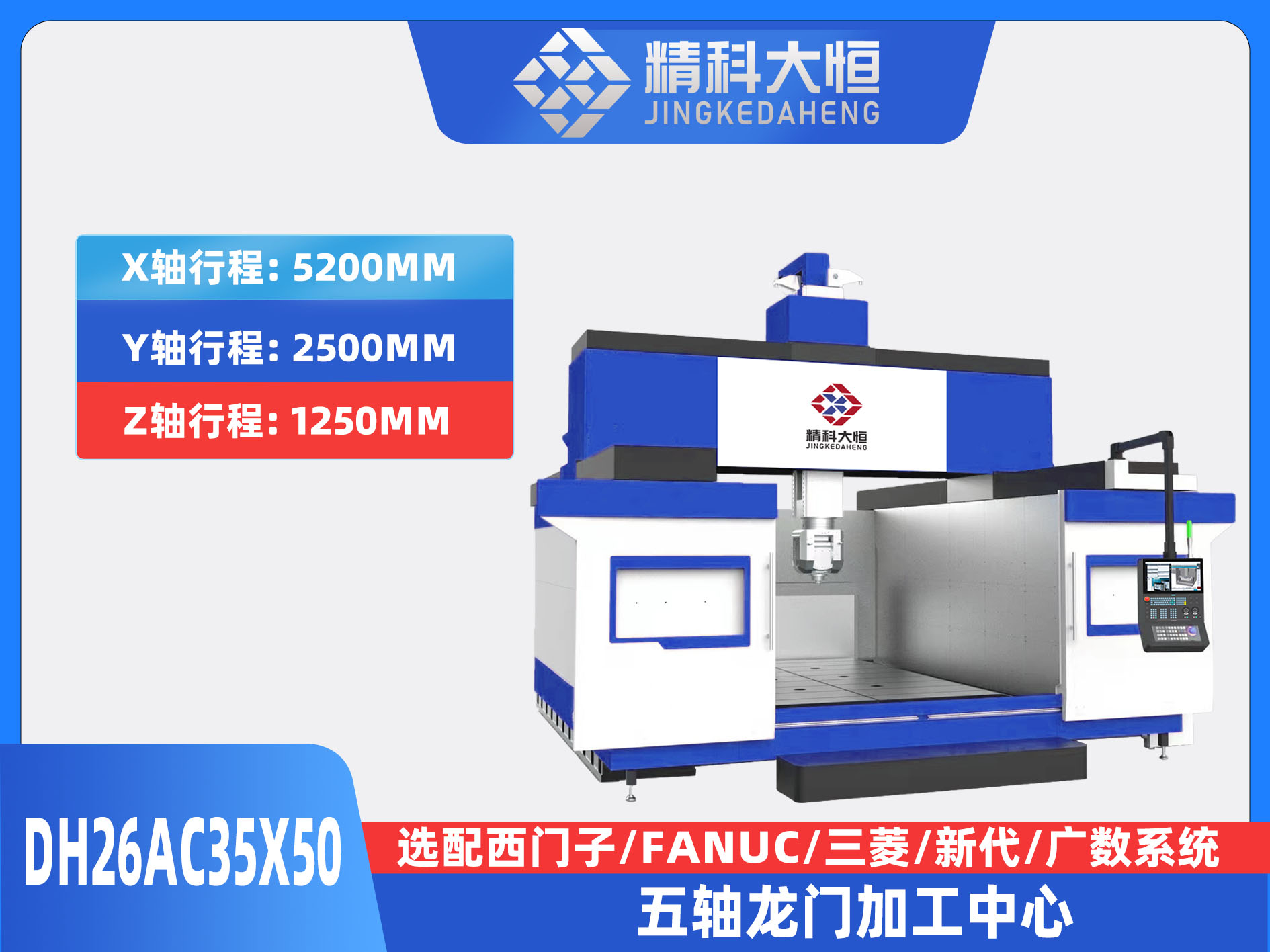
DH26AC35×50五轴龙门加工中心
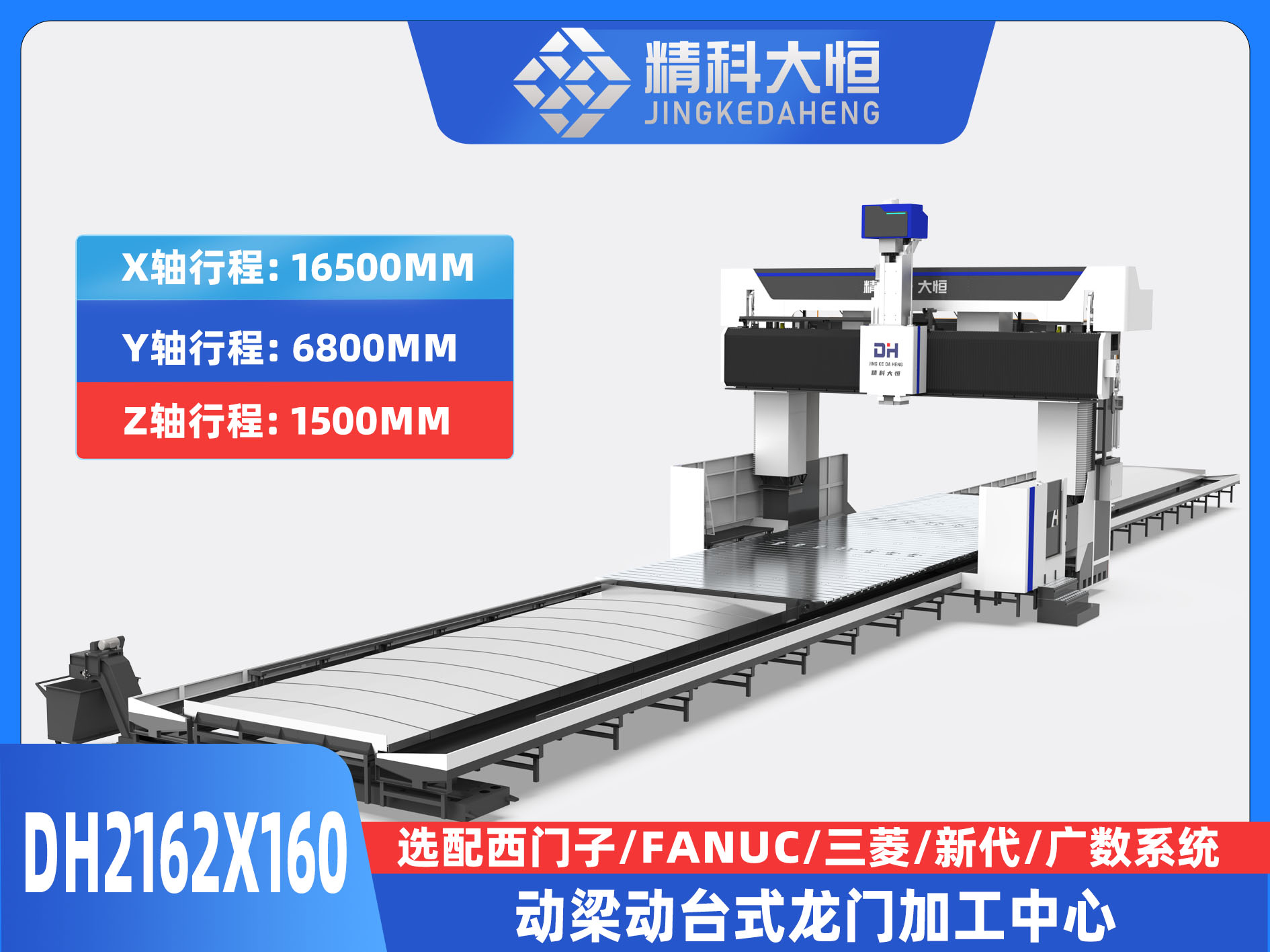
DH2162×160动梁动台式数控龙门铣床
在线客服
服务热线
服务热线
400-018-6388
微信咨询
返回顶部


 全国服务热线
全国服务热线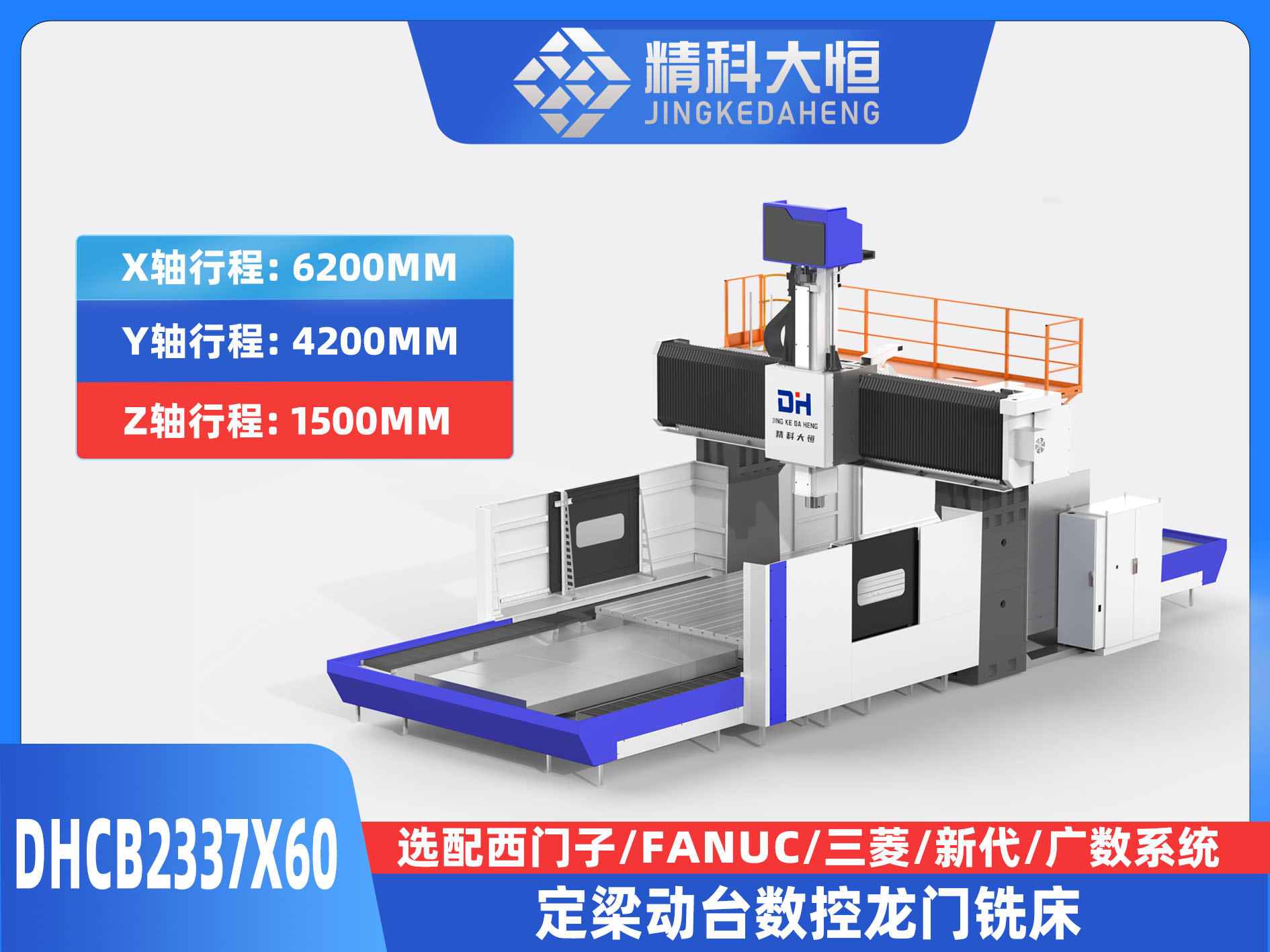











管理员
该内容暂无评论